|
Орешек знанья тверд, но все же,
Мы не привыкли отступать!
Нам расколоть его поможет,
Киножурнал «Хочу все знать»!
Паяльник с регулировкой температуры.
Посвящается технической этике и культуре.
О пайке
При правильной пайке припой (оловянно-свинцовый ПОС-61, олова 61 %):
1. блестит;
2. гладко и обтекаемо лежит на контактной площадке (КП) печатной платы и выводе детали;
3. его количество и вытекшего, но не испарившегося, флюса минимально.
При плохой пайке припой:
1. не блестит, что свидетельствует либо о не прогреве места спая (припой липнет), либо о его перегреве, при котором флюс испарился раньше времени (припой, как каша);
2. лежит комками, капельками, «крылом ласточки» – все это говорит, что мало флюса и много припоя;
3. его количество большое (плохая дозировка припоя) и грязь от флюса (плохая дозировка флюса и нет чистки жала паяльника от нагара).
Для правильной пайки нужно:
1. паяльник с регулировкой температуры (термостатированием около 270 °С);
2. жало с покрытием;
3. припой с флюсом, диаметром 0,5-0,8 мм для пайки SMD деталей, для остальных – 0,8 – 1,0 мм (припой лучше брать импортный, например, 63 % 8PK-033);
4. нагреватель жала – низковольтный, например, 24 в.
Помните, что у обычного паяльника 40 вт 220 в и стекло тканевой изоляции жала, ток в цепи «жало-деталь-рука», может составить несколько ма, которые легко могут повредить полупроводники (сопротивление тела человека около 1 ком).
Поэтому для уменьшения вероятности поражения током, или вывода из строя дорогой МС:
1. понижают напряжение питания паяльника с помощью трансформатора;
2. температуру его жала контролируют термопарой, и электронной схемой;
3. применяют острое конусное медное жало с покрытием (грязь теперь будет только от флюса, а не от меди);
4. очистку жала делают периодически во время пайки, вытирая жало о кусочек специальной губки (смоченной в воде);
Правильную пайку делают так:
1. на чистое жало наносят немного свежего припоя, для увеличения площади последующего теплового контакта в месте спая;
2. жалом одновременно касаются и вывода детали и его КП на плате, прогревая их;
3. затем касаются проволокой припоя (с флюсом) нужного диаметра места спая, дозируют растекающийся припой, быстро убирают проволоку, а затем и жало от места спая;
4. при пайке SMD компонентов их предварительно закрепляют на плате припоем за один вывод и при необходимости юстируют;
5. при передозировке припоя, его убирают с КП при помощи оплетки от экранированного кабеля.
О паяльнике
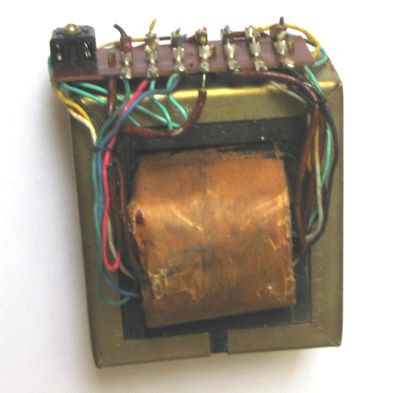
Применяется импортный типа SL-20 (или подобный с аналогичными характеристиками) мощностью 48 вт с нагревателем 12-16 ом и термопарой (около 30 мкв/ °С). Паяльник должен лежать горизонтально, а не положением жалом вниз (как это делают зарубежные товарищи), при котором сильно греется ручка. Распиновка разъёма паяльника показана на рисунке ниже.

Для правильной и удобной пайки, температура жала должна быть около 270 °С, то есть всегда немного выше температуры плавления припоя (260 °С для ПОС-61). При пайке крупных разъемов и демонтаже деталей, температура жала должна быть значительно выше – около 350 °С. При этом видно, что модуль нагревателя и жало темнеют и потрескивают от большой температуры. В таком режиме паяльник долго не проживет. Поэтому всегда, как только закончили эту «тяжелую» пайку, уменьшайте температуру до 270 °С. В таком режиме, паяльник работает целый день, а закрытый блок управления практически не греется.
О блоке управления
Схема блока управления простая и доступна в повторении, надёжная в работе, хотя в конструкции блока управления имеется маленький недостаток - отсутствует индикатор температуры жала паяльника. Но как показала практика, для работы вполне достаточно хорошо откалиброванной шкалы, и вполне можно обойтись и без цифрового индикатора.
Принцип работы устройства
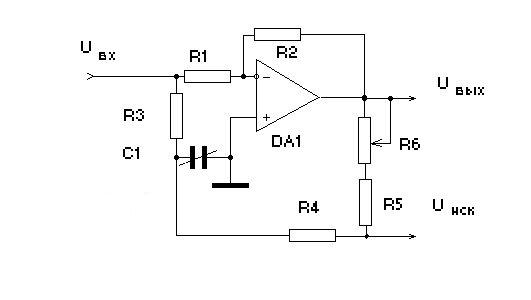
Напряжение от термопары паяльника, уровнем десятка милливольт, усиливается МС DA1.1, и подается на один вход компаратора DA1.2, а на другой его вход, подается постоянное регулируемое напряжение с резистивного делителя (задатчика температуры). Если температура жала начнет падать, то напряжение с термопары уменьшится, с выхода усилителя тоже уменьшится. И как только напряжение на выводе 5 МС станет выше, чем на выводе 6, компаратор переключится, и на его выходе напряжение станет +5 в. Транзистор ключа откроется, и через нагреватель паяльника пойдет ток около 2 а, при этом загорается красный светодиод «Нагрев». Через несколько секунд, рост температуры вызовет обратную ситуацию – напряжение на выходе компаратора станет 0 в, и ключ разомкнет цепь питания нагревателя, светодиод погаснет. В дальнейшем паяльник периодически (через полминуты) подогревается, включаясь на несколько секунд (зависит от интенсивности пайки и окружающей температуры).
Конструкция
В блоке питания применён тороидальный силовой трансформатор (O 80 х 35 мм), который практически не нагревается на холостом ходу. Так как ток через нагреватель паяльника идет около 20% времени, то диодный мост и трансформатор устанавливаются без радиатора, а корпус делается закрытым.Стабилизатор напряжения, и МДП-транзистор в корпусах ТО-220, практически, не нагреваются.Электронный модуль управления собран на сдвоенном ОУ, а блок питания выдает напряжения не стабилизированные +24 в и стабилизированные +5 в.Все детали монтируются на плате, размером 40 х 80 мм. Печатный вариант платы не разрабатывался, и Вы при желании можете сделать это самостоятельно и выложить здесь для других читателей.Выключатель и светодиоды, устанавливаются соответственно на заднюю и переднюю стенки корпуса.Предохранитель изолируют на проводе в кусочке термо-усадочной трубки.Трансформатор крепится на винт к верхней крышке корпуса, а плата устанавливается на 3-4 упора, приклеенные к корпусу, и крепится саморезами.Корпус изготавливают из фанеры толщиной 6 мм.
Настройка
При настройке воспользуемся аналоговым прибором с ценой деления 0,2 в, 1 в и 0,5 ком.
1. Отключаем нагреватель паяльника от питания, замыкая затвор транзистора VT1 (выв. 1) на общий провод схемы.
Временно управлять затвором транзистора ключа вручную можно, используя простой переключатель «0 в» – «откл» – «+5 в», сделанный из трех контактов однорядного штыревого разъема типа PLS с шагом 2,54 мм и перемычки (джампера).
2. Включаем питание 220 в. Должен загореться зеленый светодиод «Сеть».
3. Проверяем без нагрузки напряжения в контрольных точках схемы.
4. Резисторы R4 и R6 не устанавливаем, а выводы подстроечного резистора R5 подключаем к общему проводу схемы и шине +5 в. Уменьшаем напряжение с задатчика температуры до минимума.
5. Подключаем нагреватель, замыкая затвор VT1 на +5 в, при этом загорится красный светодиод «Нагрев». Проверяем при нагрузке напряжение в контрольных точках схемы. Размыкаем затвор VT1 (убираем перемычку вообще).
6. При холодном паяльнике, очень медленно увеличиваем напряжение с задатчика температуры и одновременно держим на жале проволоку припоя. Как только припой стал плавиться, останавливаем увеличение напряжения на задатчике и измеряем его. Получилось например 1,3 вольта (аналогичное значение должно быть и на другом входе компаратора).
Помните о полярности подключения термопары. Если напряжение на выв. 1 микросхемы DA1.1 уменьшается, то поменяйте местами провода от термопары.
Если есть трех разрядный цифровой вольтметр (со шкалой 2 в), то можно определить начальную характеристику термопары. При температуре жала 25 °С получилось 0,68 в, при 60 °С (это когда жало уже трудно удержать в руках) – 0,74 в. Т.о. получаем (0,74 в–0,68 в)/(60 °С–25 °С)=17 мкв/ °С. Если это значение сравнить с дальнейшими исследованиями, то нетрудно догадаться, что характеристика термопары здесь занижена и нелинейна.
7. Определяем характеристику термопары с предположением, что она линейна (нелинейность имеет место ниже 150 °С). Напряжение термопары соответствующее 260 °С равно (1,3 в–0,7 в)/100=6 мв, следовательно, получаем (6 мв/ 260 °С)=23 мкв/ °C.
Из более точного исследования приходим, что характеристика термопары в точке 260 °С равна (1,34 в–0,74 в)/[(260 °С–60 °С)*100]=30 мкв/ °С.
8. Определяемся с верхним температурным пределом паяльника. Достаточно будет, взять значение 400 °С. Ему будет соответствовать усиленное напряжение термопары равное (400 °С*23 мкв/ °С)*100=0,92 в. Т.о. опорное напряжение для 400°С будет равно 0,7 в+0,92 в=1,62 в.
Более точное расчетное значение определим из учета нагрева паяльника на необходимые 400 °С–260 °С=140 °С. Т.о. ему будет соответствовать напряжение 30 мкв/ °С*140 °С=0,52 в, а опорное напряжение при 400 °С будет равно 1,34 в+0,52 в=1,86 в.
Далее в расчетах Uмакс=1,86 в.
9. Определяемся с номиналами резисторов R4 и R6 задатчика температуры при известном сопротивлении R5 (с учетом использования всего диапазона изменения подстроечника). Составляем (по закону Ома) линейную систему из 3-х уравнений с 3-мя неизвестными (R5 известно), решая которую приходим к следующим соотношениям:
R4*I=Uмин
(R4+R5)*I=Uмакс
(R4+R5+R6)*I= Uпит
R6=R5*( [Uмин/(Uмакс–Uмин)] * [Uпит/Uмин – 1] –1 )
R4=R5*Uмин/(Uмакс–Uмин)
Измеряем полное сопротивление R5. Для выбранного подстроечника R5=2,2 ком, при взятом ОУ Uмин=0,7 в, при взятом паяльнике Uмакс=1,86 в, при взятом напряжении питания Uпит=5 в получаем, что R4=2,2 ком*0,7 в/(1,86 в–0,7 в)=1,33 ком и R6=2,2 ком*( [0,7 в/(1,86 в–0,7 в)] * [5 в/0,7 в – 1] – 1)=5,96 ком. Выбираем резисторы ближайшего номинала, то есть ±1 % (±5 %) R4=1,33 (1,3) ком и R6=5,9 (6,2) ком.
Помним, что напряжению ±0,05 в на входе компаратора будет соответствовать ±17 °С (0,05 в/[100*30 мкв/ °C]) температурного диапазона. Это будет определять точность установки диапазона в ±4,2 % (0,05 в/[1,86 в–0,7 в]) и потребует точности резисторов ±2,1 % (±4,2 %/2) (в данном случае, подойдут и ±1 % (F) и ±5 % (J) резисторы размера 1206).
10. Впаиваем резисторы R4 и R6 на плату и делаем проверку: измеряем напряжения на делителе, и, исходя из них, определяем полученный температурный диапазон паяльника.
Если необходимо, можно подкорректировать номиналы. Но главное в другом – температура паяльника должна доходить до 300-350 °С, необходимых при монтаже крупных деталей и демонтаже, но не превышать максимум – 400-420 °С (как с точки зрения данной конструкции нагревателя, так и с точки зрения практики монтажа и техники безопасности).
Нижнюю граница температурного диапазона паяльника, можно сделать и со 150 °С, сделав дополнительное смещение на компараторе: к собственному смещению ОУ прибавить еще напряжение равное (150 °С*23 мкв/ °С)*100=0,35 в и пересчитать номиналы резисторов делителя при Uмин=0,7 в+0,35 в=1,05в. Стоит отметить, что если необходимо паять легкоплавкими припоями: сплавы Вуда (60°С), Розе, то нижнюю границу температурного диапазона лучше не менять.
Все измеренные значения полезно будет сравнить с расчетными данными.Другой настройки схема не требует.
Калибровка
1. Регулировочную ручку ставят до упора влево, включают сеть (при остывшем паяльнике). Плавно крутят ручку по часовой стрелке. Как только загорелся индикатор «Нагрев», делают риску на корпусе – это будет минимум температуры;
2. затем медленно крутят ручку дальше на увеличение и одновременно держат на жале проволоку припоя;
3. как только припой начнет плавиться – делают на корпусе метку 260 °С;
4. температура жала, удобная для пайки типовых корпусов (1206, SO, DIP, TQFP), будет немного выше, определите ее сами и поставьте «главную» метку – 270 °С.
Задатчик температуры всегда должен быть на ней (если нет необходимости в более высокой температуре).
5. выкручивают ручку до упора вправо и ставят риску на корпусе – это максимум температуры.
Для тех, кто хочет сделать более точную калибровку (с ценой деления в 20-50 °С), то она делается чисто графическим способом. Для проверки соответствия температурных рисок на корпусе напряжению с задатчика температуры понадобится 3-х разрядный измеритель постоянного тока. Калибровку ниже 150°С лучше не делать ввиду нелинейности термопары.
О принципиальной схеме (пояснительная записка).

В качестве Тр1 выбран ТТП-50 220 в/18 в 2,8 а. Хотя можно применить любой трансформатор, мощностью не менее 50 ватт, с напряжением ХХ вторичной обмотки 18-20 вольт.
Диодный мост выбираем по прямому току не менее 2,5-3 а, который вполне выдерживает без радиатора минутный прогрев паяльника при включении.
Ёмкость конденсатора С5 желательно иметь не менее 2200 мкФ ±20% 50 в.
Схема собрана на сдвоенном, мало-мощном ОУ с питанием от 5 в (AD8542AR в корпусе SOIC-8). Стандартный не инвертирующий усилитель с ООС на DA1.1 с коэффициентом усиления напряжения 101 (R3/R1 +1=10 ком/100 ом +1). Цепь С1–R3 определяет снижение коэффициента усиления ОУ в высокочастотной области c частотой среза=1/2πR3C1=1/2π*10 ком*0,1 мкф=160 гц (С1 шунтирует R3), а фильтр НЧ (низкой частоты) R2–C2 ограничивает полосу частот входных сигналов до 16 гц (частота среза=1/2πR2C2=1/2π*10 ком*10 мкф=16 гц), что вполне достаточно для правильной работы устройства. Резистор R2 также ограничивает потенциально возможные токи (выв.3 полевой ИМС DA1.1 соединяется с жалом паяльника через резистор R2). Можно попробовать применить любые ОУ , работающие от 5 вольт, например; КА, СА, LM, 158, 258, 358, 2904. Напряжение питания в этом случае лучше повысить до 8 вольт, просто заменой стабилизатора на 7808.
В качестве ключа VT1 выбран силовой МДП-транзистор (с защитным диодом Шоттки) типа IRFZ44N с сопротивлением канала 0,02 ом на ток 49 а напряжением сток-исток 55 в (нагрев корпуса 22*0,02 ом=0,08 вт). Резистор R8=1 ком необходим при настройке для развязки VT1 от DA1.2, а также для уверенного управления затвором полевого транзистора, имеющего значительную входную емкость около 1500 пф. R9=100 ком необходим для протекания выходного тока ОУ, т.к. входное сопротивление VT1 очень велико. Можно попробовать применить полевые транзисторы с материнских плат. Выключатель сетевой выбран отечественный типа Т1 на 250 в 3 а, устанавливаемый в отверстие на задней стенке.Сетевой предохранитель стандартный на 250 в. Т.к. есть некоторый бросок тока при включении, то предохранитель взят на 1 а. Возможно, что схема будет работать и при меньшем количестве деталей, а, возможно, и при большем.
Изготовление корпуса

1. Стенки корпуса выпиливают из небольшого листа фанеры.
2. Склеивают корпус клеем ПВА (для мебели). Для временного скрепления конструкции используют маленькие (O 1,2 мм) гвозди.
3. Ножки для корпуса прямоугольной формы делают из той же фанеры (6 мм), ручку для подстроечника, можно сделать из уже фрезерованного (сращенного) деревянного бруса диаметром 10–20 мм, плотно сажая на вал подстроечника. Приклеивать ножки лучше к материалу из фанеры, а к ДВП – на короткие саморезы.
4. Все деревянные детали и корпус снаружи покрывают двумя слоями лака. 1-й слой шлифуют суровой тканью (хлопок, лен) или наждачкой 1000, 2-й – можете нанести и алкидной краской нужного цвета. Вообще конструкция корпуса может быть любой, в зависимости от применяемых деталей, фантазии и возможностей.
Корпус
Размер (внутренний) 140 х 60 х 85 мм
Материал фанера 6 мм и 4 мм (для передней стенки)
Покрытие лак (2 слоя)
Нижняя съемная крышка
Размер 140 х 85 мм (1 шт.)
Материал ДВП 3,2 мм или фанера 4 мм
Саморезы O 2,5 х 12 мм, потайн. – 4 шт.
Накладки на ножки фетровые O 16 мм (амортизирующие) – 4 шт.
Верхняя крышка
Размер 140 х 85 мм (1 шт.)
Материал фанера 6 мм
Боковая стенка
Размер 95 х 70 мм (2 шт.)
Материал фанера 6 мм
Передняя стенка
Размер 140 х 70 мм (1 шт.)
Материал фанера 4 мм
Задняя стенка
Размер 140 х 70 мм (1 шт.)
Материал фанера 6 мм
Поделись с друзьями:
Уважаемый посетитель, Вы зашли на сайт как незарегистрированный пользователь.
Мы рекомендуем Вам зарегистрироваться или войти на сайт под своим именем.
| Всего комментариев: 2 | |||||||||||
| |||||||||||



 Паяльная станция
Паяльная станцияот 08.06.2026
Ответов: 21
Какие провайдеры интернета заслуживают доверия?от 01.05.2026
Ответов: 3
Нужна помощот 25.02.2026
Ответов: 3
Помогите распознать трансформаторот 25.02.2026
Ответов: 6
Востановление трансформатораот 25.02.2026
Ответов: 4
Двухполярный блок питанияот 25.02.2026
Ответов: 1771
Измеритель транзисторов не выпаивая из платы.от 05.01.2026
Ответов: 6
Вкусная темаот 22.10.2025
Ответов: 9
Ремонт паяльной станции silverflo 8586dот 02.09.2025
Ответов: 14
БП S-250-12 (Китай)от 20.06.2025
Ответов: 2
 Добавлено 30.07.2011
Добавлено 30.07.2011Просмотров 1322399
Лабораторный БП из компьютерного БП формата АТХ
 Добавлено 04.03.2012
Добавлено 04.03.2012Просмотров 1269317
Пусковое устройство для автомобиля
 Добавлено 15.01.2012
Добавлено 15.01.2012Просмотров 1151877
TL431, что это за "зверь" такой?
 Добавлено 17.10.2011
Добавлено 17.10.2011Просмотров 1134550
Двух-полярный лабораторный блок питания своими руками
 Добавлено 19.10.2013
Добавлено 19.10.2013Просмотров 978500
Компараторы, как они работают?
 Добавлено 14.10.2011
Добавлено 14.10.2011Просмотров 968998
Переделка компьютерного блока питания
 Добавлено 13.12.2016
Добавлено 13.12.2016Просмотров 837058
Переключение обмоток трансформатора лабораторных источников питания. Часть первая.
 Добавлено 14.06.2013
Добавлено 14.06.2013Просмотров 827041
Прописные истины для новичков.
 Добавлено 10.09.2012
Добавлено 10.09.2012Просмотров 822111
Способ снижения искажений и уровня помех в усилителях.
 Добавлено 19.10.2014
Добавлено 19.10.2014Просмотров 730711
Двух-канальный мощный лабораторный блок питания.
 Добавлено 30.09.2015
Добавлено 30.09.2015Просмотров 693616
Переключение обмоток трансформатора лабораторных источников питания. Часть вторая.
 Добавлено 10.08.2013
Добавлено 10.08.2013Просмотров 687717
Испытание электронных ламп
 Добавлено 09.04.2014
Добавлено 09.04.2014Просмотров 629578
TL494, что это за "зверь" такой?
 Добавлено 17.08.2018
Добавлено 17.08.2018Просмотров 577741
Простой лабораторный блок питания
 Добавлено 20.05.2016
Добавлено 20.05.2016Просмотров 511465
Ремонт трансформатора подсветки монитора Samsung 940N.
 Добавлено 19.05.2013
Добавлено 19.05.2013Просмотров 499566
"Электронный дроссель".
 Добавлено 09.11.2011
Добавлено 09.11.2011Просмотров 496969
Определяем тип трансформатора по номеру.
 Добавлено 23.07.2015
Добавлено 23.07.2015Просмотров 452106
Германий превыше всего
 Добавлено 05.05.2011
Добавлено 05.05.2011Просмотров 442394
Зарядное устройство с защитой.
 Добавлено 12.12.2013
Добавлено 12.12.2013Просмотров 402225
Мощный германиевый усилитель
 Добавлено 08.05.2011
Добавлено 08.05.2011Просмотров 391019
sPlan 7.0. Подробное руководство.
 Добавлено 05.04.2012
Добавлено 05.04.2012Просмотров 378461
Предпусковое зарядное устройство Орион PW 415
 Добавлено 01.03.2016
Добавлено 01.03.2016Просмотров 367686
Самодельная цифровая паяльная станция DSS.
 Добавлено 16.12.2013
Добавлено 16.12.2013Просмотров 355720
Шим-контроллеры серии UC184x, UC284x, UC384x
 Добавлено 31.01.2020
Добавлено 31.01.2020Просмотров 351311
Тороидальные трансформаторы
 Добавлено 30.07.2014
Добавлено 30.07.2014Просмотров 349827
Ламповый усилитель для компьютера.
 Добавлено 11.12.2011
Добавлено 11.12.2011Просмотров 342984
Информационная панель LCDIP2DS.
 Добавлено 17.10.2012
Добавлено 17.10.2012Просмотров 339049
Проектируем выходной трансформатор для лампового усилителя
 Добавлено 05.04.2017
Добавлено 05.04.2017Просмотров 337038
Доктор фьюзов «Atmega fusebit doctor».
 Добавлено 29.12.2012
Добавлено 29.12.2012Просмотров 326512
 Всего: 8441
Всего: 8441  Новых за месяц: 18 Новых за неделю: 5 Новых вчера: 0 Новых сегодня: 0
Новых за месяц: 18 Новых за неделю: 5 Новых вчера: 0 Новых сегодня: 0  Новый пользователь:
Новый пользователь: сайт за текущий день:
